In the dynamic world of pharmaceuticals, precision, efficiency, and safety are paramount. From manufacturing and packaging to distribution and storage, every step requires meticulous attention to detail and adherence to strict regulations. To navigate this landscape successfully, the pharmaceutical industry has turned to cutting-edge technology, including the use of pallet handling robots. These advanced machines are revolutionizing pharmaceutical operations, enhancing productivity, reliability, and safety in an industry that demands nothing less than excellence.
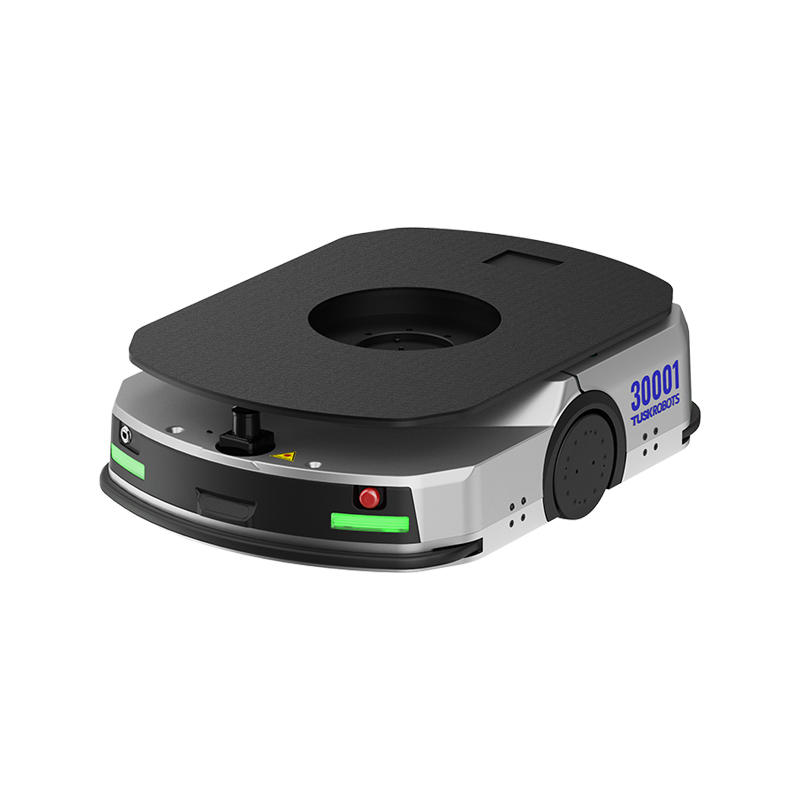
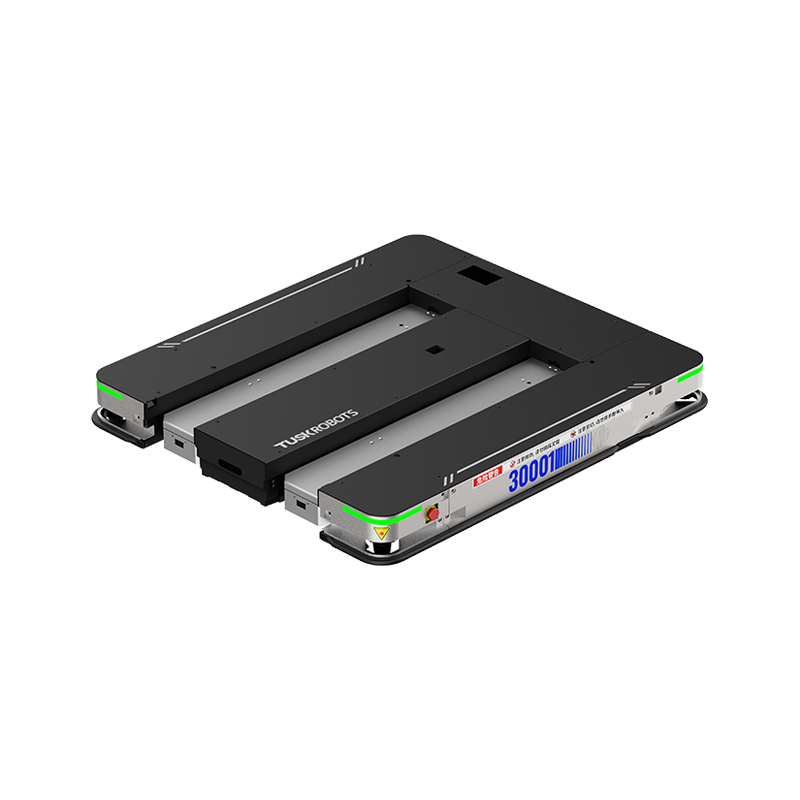
Pallet handling robots specifically designed for the pharmaceutical industry hold tremendous potential to transform the way pharmaceutical products are handled, safeguarding their quality and maximizing operational efficiency. These robots are adept at performing a range of tasks, from loading and unloading pallets to arranging them in storage areas and transporting them within the facility.
One of the primary advantages of employing
pallet handling robots in the pharmaceutical industry is the unparalleled level of precision and accuracy they offer. These machines can precisely handle delicate pharmaceutical products, ensuring they are not compromised or damaged during the handling process. Leveraging advanced sensors and programming, pallet handling robots navigate complex environments, avoiding obstacles and maintaining a consistent and reliable workflow.
The introduction of pallet handling robots brings substantial improvements to productivity. These robots can work tirelessly around the clock with minimal downtime, enabling 24/7 operations. Unlike their human counterparts, they do not require breaks and can handle heavy loads effortlessly, reducing the risk of worker fatigue or injuries. By automating tedious and repetitive tasks, pallet handling robots free up human employees to focus on more intricate, creative, and value-added activities.
The automation offered by pallet handling robots also contributes to enhanced safety within pharmaceutical operations. These machines are designed with safety features such as collision detection and emergency stop buttons to prevent accidents and protect human workers. With their ability to handle heavy loads, eliminate manual lifting, and maintain consistent movements, pallet handling robots significantly reduce the risk of workplace injuries.
Moreover, pallet handling robots bring unrivaled efficiency to the pharmaceutical supply chain. They work with impressive speed and precision, ensuring products are transported to the right place at the right time. With their advanced programming capabilities, these robots can optimize pallet organization, enabling efficient space utilization and easier access to specific products. Additionally, they facilitate traceability by accurately tracking inventory and ensuring the right products are delivered to the appropriate destinations.
Furthermore, pallet handling robots contribute to quality assurance within the pharmaceutical industry. Their precise movements and consistent workflows minimize the likelihood of human errors, reducing the chance of product mix-ups or cross-contamination. By maintaining stable and controlled environmental conditions during pallet transport and storage, these robots help preserve the integrity and efficacy of pharmaceutical products, safeguarding patient safety.
In conclusion, the integration of pallet handling robots is revolutionizing pharmaceutical operation processes, from manufacturing to distribution. These machines offer unmatched precision, productivity, and safety, ensuring the efficient and secure handling of pharmaceutical products. By automating mundane tasks, optimizing space utilization, and minimizing the risk of errors and workplace injuries, pallet handling robots are playing a vital role in enhancing efficiency and quality in the pharmaceutical industry. As this technology continues to advance, we can expect even greater transformations and improvements in pharmaceutical operations, setting new standards for excellence in the field.

 Marketing Department Email
Marketing Department Email Human Resources Email
Human Resources Email Inquiry
Inquiry 





 中文简体
中文简体 中文繁体
中文繁体 English
English 日本語
日本語 Deutsch
Deutsch 한국어
한국어